

1. Manteniment de la vàlvula de comporta
1.1 Els principals paràmetres tècnics:
DN: NPS1"~ NPS28"
PN: CL150~CL2500
Material de les peces principals: ASTM A216 WCB
Tija: ASTM A276 410;Seient: ASTM A276 410;
Cara de segellat—VTION
1.2 Codis i estàndards aplicables: API 6A、API 6D
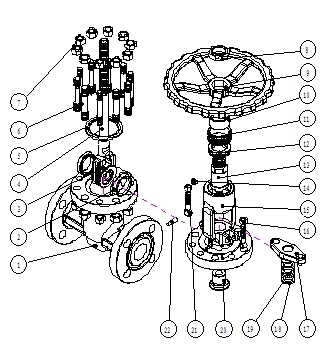
1.3 L'estructura de la vàlvula (vegeu Fig.1)
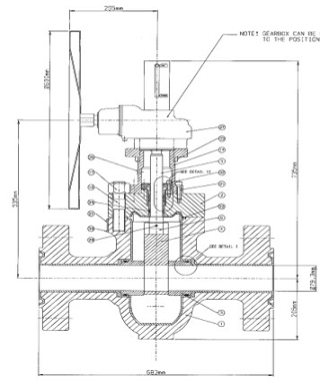
Fig.1 Vàlvula de comporta
2. Inspecció i manteniment
2.1: Inspecció de la superfície exterior:
Inspeccioneu la superfície exterior de la vàlvula per comprovar si hi ha danys, i després numerada;Feu un registre.
2.2 Inspeccioneu la carcassa i el segellat:
Comproveu si hi ha alguna situació de fuites i feu un registre d'inspecció.
3. Desmuntar la vàlvula
La vàlvula s'ha de tancar abans de desmuntar i afluixar els cargols de connexió.S'ha de seleccionar la clau no ajustable adequada per als cargols més solts, les femelles es danyaran fàcilment amb una clau ajustable.
Els cargols i les femelles rovellats s'han de remullar amb querosè o dissolvent líquid d'òxid;Comproveu la direcció de la rosca del cargol i després gireu lentament.Les peces desmuntades s'han de numerar, marcar i mantenir en ordre.La tija i el disc de la porta s'han de posar al suport per evitar rascades.
3.1 Neteja
Assegureu-vos que les peces de recanvi es netegen suaument amb un raspall amb querosè, gasolina o agents de neteja.
Després de la neteja, assegureu-vos que les peces de recanvi no tinguin greix ni òxid.
3.2 Inspecció de recanvis.
Inspeccioneu totes les peces de recanvi i feu un registre.
Fer un pla de manteniment adequat segons el resultat de la inspecció.
4. Reparació de recanvis
Repareu les peces de recanvi segons el resultat de la inspecció i el pla de manteniment;substituïu les peces de recanvi amb els mateixos materials si cal.
4.1 Reparació de la porta:
①Reparació de la ranura en T: la soldadura es pot utilitzar en la reparació de fractures de la ranura en T, la distorsió correcta de la ranura en T, la soldadura dels dos costats amb una barra de reforç.La soldadura de superfície es pot utilitzar per reparar el fons de la ranura en T.Mitjançant el tractament tèrmic després de la soldadura per eliminar l'estrès i després utilitzar la penetració PT per inspeccionar.
②Reparació de caigudes:
Caiguda significa la bretxa o una dislocació greu entre la cara de segellat de la porta i la cara de segellat del seient.Si la vàlvula de compuerta paral·lela cau, pot soldar la falca superior i inferior i, a continuació, processar la mòlta.
4.2 Reparació de la cara de segellat
La causa principal de les fuites internes de la vàlvula és el dany a la cara del segellat.Si el dany és greu, cal soldar, mecanitzar i rectificar la cara de segellat.Si no és greu, només triturar.La mòlta és el mètode principal.
a.El principi bàsic de la mòlta:
Uneix la superfície de l'eina de mòlta amb la peça de treball.Injecteu abrasiu a l'espai entre les superfícies i, a continuació, moveu l'eina de mòlta per moldre.
b.Mòlta de la cara de segellat de la porta:
Mode de mòlta: funcionament en mode manual
Unta l'abrasiu a la placa de manera uniforme, col·loca la peça de treball a la placa i, després, gira mentre es tritura en línia recta o "8".
4.3 Reparació de la tija
a.Si qualsevol rascada a la cara de segellat de la tija o a la superfície rugosa no coincideix amb l'estàndard de disseny, s'ha de reparar la cara de segellat.Mètodes de reparació: mòlta plana, mòlta circular, mòlta de gasa, mòlta a màquina i mòlta de con;
b.Si la tija de la vàlvula es doblega > 3%, feu un tractament d'alineació del procés mitjançant una màquina de rectificat sense centre per assegurar-vos que l'acabat de la superfície i la detecció de fissures del procés.Mètodes de redreçament: allisat per pressió estàtica, allisat en fred i allisat per calor.
c.Reparació del cap de tija
Cap de tija significa parts de la tija (esfera de tija, part superior de la tija, falca superior, canal de connexió, etc.) connectades amb parts obertes i tancades.Mètodes de reparació: tall, soldadura, anell d'inserció, endoll d'inserció, etc.
d.Si no pot complir el requisit d'inspecció, s'ha de tornar a produir amb el mateix material.
4.4 Si hi ha cap dany a la superfície de la brida a banda i banda del cos, s'ha de processar el mecanitzat perquè coincideixi amb el requisit estàndard.
4.5 Els dos costats de la connexió RJ del cos, si no poden coincidir amb els requisits estàndard després de la reparació, s'han de soldar.
4.6 Substitució de peces de desgast
Les peces de desgast inclouen la junta, l'embalatge, la junta tòrica, etc. Prepareu les peces de desgast segons els requisits de manteniment i feu un registre.
5. Muntatge i instal·lació
5.1 Preparacions: Preparar les peces de recanvi reparades, la junta, l'embalatge, les eines d'instal·lació.Posa totes les parts en ordre;no estigueu a terra.
5.2 Comprovació de la neteja: Netegeu les peces de recanvi (subjecció, segellat, tija, femella, cos, capó, jou, etc.) amb querosè, gasolina o agent de neteja.Assegureu-vos que no hi hagi greix ni rovell.
5.3 Instal·lació:
Al principi, comproveu la sagnat de la tija i la cara de segellat de la porta, confirmeu la situació de connexió;
Netegeu, netegeu el cos, el capó, la porta, la cara de segellat per mantenir-los nets, instal·leu les peces de recanvi en ordre i premeu els cargols simètricament.
Hora de publicació: 19-mai-2022